




Düz silindrik dişlilər, spiral silindrik dişlilər, konik dişlilər və bu gün təqdim etdiyimiz hipoid dişlilər də daxil olmaqla bir çox dişli növü mövcuddur.
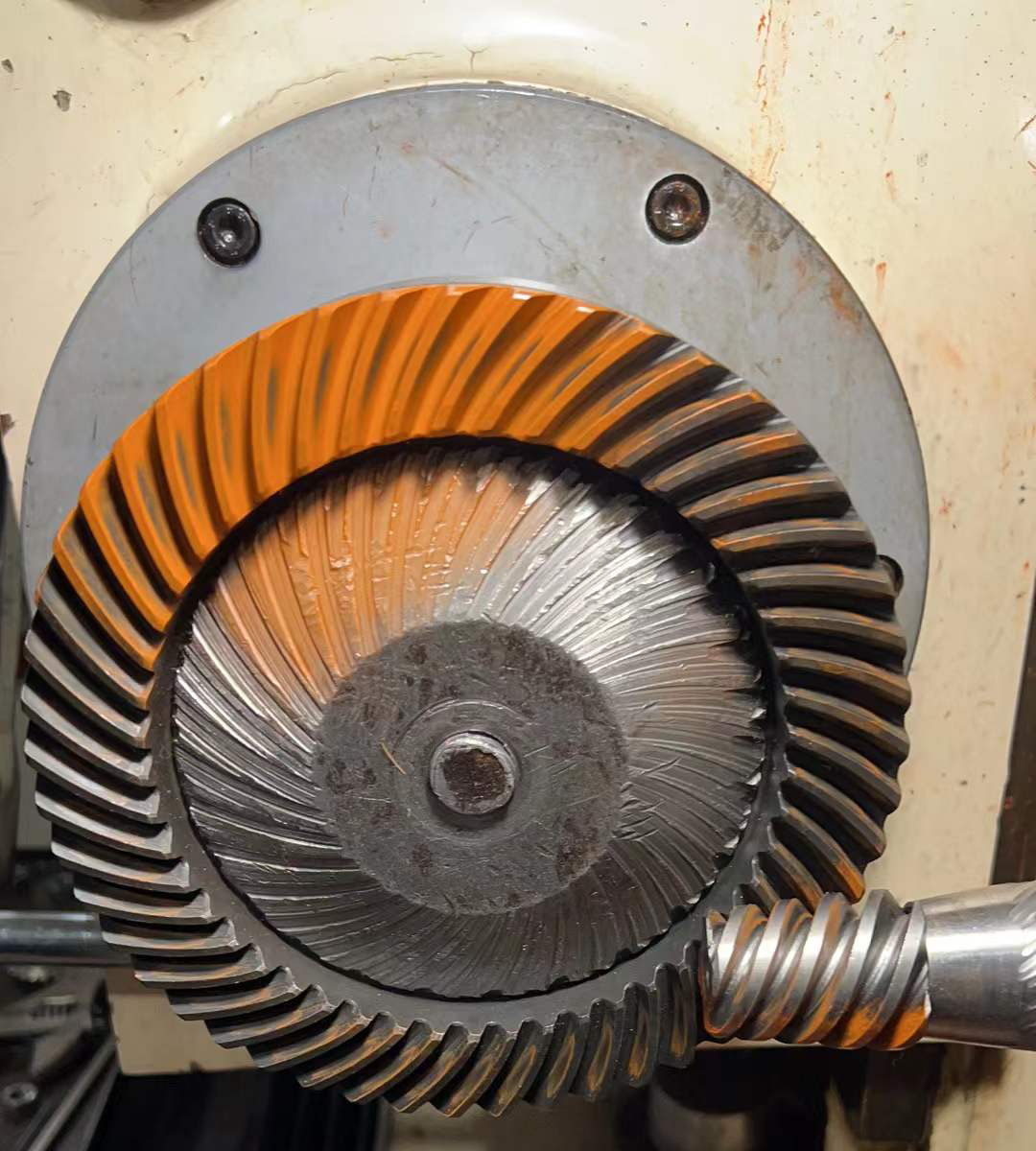
1) Hipoid dişlilərin xüsusiyyətləri
Əvvəla, hipoid dişlinin val bucağı 90°-dir və fırlanma momenti istiqaməti 90°-yə dəyişdirilə bilər. Bu, həmçinin avtomobil, təyyarə və ya külək enerjisi sənayesində tez-tez tələb olunan bucaq çevrilməsidir. Eyni zamanda, müxtəlif ölçülü və müxtəlif sayda dişli dişlilər fırlanma momentinin artırılması və azalması funksiyasını sınaqdan keçirmək üçün birləşdirilir ki, bu da adətən "fırlanma momentinin artırılması və azalması sürəti" adlanır. Əgər avtomobil idarə etmiş bir dostunuz, xüsusən də sürücülük öyrənərkən əl ilə idarə olunan avtomobil idarə edərkən, təpəyə qalxarkən təlimatçı sizə aşağı sürətə keçməyə icazə verəcək, əslində bu, aşağı sürətlərdə təmin edilən nisbətən böyük sürətə malik bir cüt dişli seçməkdir. Daha çox fırlanma momenti, beləliklə, avtomobilə daha çox güc təmin edir.
Hipoid dişlilərin xüsusiyyətləri hansılardır?
Transmissiya fırlanma bucağında dəyişikliklər
Yuxarıda qeyd edildiyi kimi, fırlanma momentinin bucaq dəyişikliyi həyata keçirilə bilər.
Daha böyük yüklərə tab gətirə bilir
Külək enerjisi sənayesində avtomobil sənayesi, istər minik avtomobilləri, istər yolsuzluq avtomobilləri, istərsə də pikaplar, yük maşınları, avtobuslar və s. kimi kommersiya nəqliyyat vasitələri olsun, daha çox güc təmin etmək üçün bu növdən istifadə edəcək.
Daha sabit ötürmə, aşağı səs-küy
Dişlərinin sol və sağ tərəflərinin təzyiq bucaqları uyğunsuz ola bilər və dişli torunun sürüşmə istiqaməti diş eni və diş profili istiqaməti boyunca olur və dizayn və texnologiya vasitəsilə bütün transmissiyanın yük altında olması üçün daha yaxşı dişli tor mövqeyi əldə edilə bilər. Növbəti vəziyyət NVH performansında hələ də əladır.
Tənzimlənən ofset məsafəsi
Ofset məsafəsinin fərqli dizaynı səbəbindən, fərqli məkan dizaynı tələblərinə cavab vermək üçün istifadə edilə bilər. Məsələn, bir avtomobil halında, nəqliyyat vasitəsinin yerdən təmizlənmə tələblərinə cavab verə və avtomobilin keçid qabiliyyətini artıra bilər.
2) Hipoid dişlilərin iki emal üsulu
Kvazi-ikitərəfli dişli çarx Gleason Work 1925 tərəfindən təqdim edilmiş və uzun illərdir ki, hazırlanmışdır. Hazırda emal edilə bilən bir çox yerli avadanlıq var, lakin nisbətən yüksək dəqiqlikli və yüksək səviyyəli emal əsasən xarici avadanlıqlar Gleason və Oerlikon tərəfindən istehsal olunur. İşlənmə baxımından iki əsas dişli üyütmə prosesi və üyütmə prosesi mövcuddur, lakin dişli kəsmə prosesi üçün tələblər fərqlidir. Dişli üyütmə prosesi üçün dişli kəsmə prosesində üz frezesindən istifadə etmək, üyütmə prosesində isə üz hobbingindən istifadə etmək tövsiyə olunur.
Üz frezeleme növü ilə işlənən dişlilər konik dişlərdir və üz yuvarlama növü ilə işlənən dişlilər bərabər hündürlükdə dişlərdir, yəni böyük və kiçik uc üzlərindəki diş hündürlükləri eynidir.
Adi emal prosesi təxminən əvvəlcədən qızdırılma, istiliklə işlənmə və sonra bitirmədir. Üz plitəsi növü üçün qızdırıldıqdan sonra üyüdülməli və uyğunlaşdırılmalıdır. Ümumiyyətlə, dişli çarxlar sonradan yığıldıqda da bir-birinə uyğunlaşdırılmalıdır. Lakin nəzəri olaraq, dişli üyütmə texnologiyasına malik dişli çarxlar uyğunlaşdırılmadan istifadə edilə bilər. Lakin, faktiki əməliyyatda, montaj səhvlərinin və sistemin deformasiyasının təsirini nəzərə alaraq, uyğunlaşdırma rejimi hələ də istifadə olunur.
3) Üçlü hipoidli çarxın dizaynı və inkişafı, xüsusən də işləmə şəraitində və ya dişli çarxın möhkəmliyi, səs-küyü, ötürmə səmərəliliyi, çəkisi və ölçüsü tələb edən daha yüksək tələblərə malik yüksək səviyyəli məhsullarda daha mürəkkəbdir. Buna görə də, dizayn mərhələsində təkrarlama yolu ilə tarazlıq tapmaq üçün adətən birdən çox amili birləşdirmək lazımdır. İnkişaf prosesində, ölçü zənciri, sistemin deformasiyası və digər amillərin yığılması səbəbindən faktiki şəraitdə ideal performans səviyyəsinə çatmaq üçün diş izini montajın icazə verilən variasiya diapazonunda tənzimləmək də lazımdır.
Yayımlanma vaxtı: 12 may 2022